Produkcja naszych okien to precyzyjnie zaprojektowany i konsekwentnie kontrolowany proces technologiczny, w którym każdy etap ma bezpośredni wpływ na trwałość, estetykę i stabilność gotowego wyrobu. Poniżej przedstawiamy, jak powstają nasze okna – od surowca do produktu finalnego.
1. Staranny dobór materiału
Produkcja rozpoczyna się od zakupu kantówki klejonej warstwowo wyłącznie od stałych, sprawdzonych dostawców. Materiał posiada wymagane certyfikaty jakości, a jego parametry – w szczególności wilgotność – są każdorazowo kontrolowane. Dzięki temu zapewniamy powtarzalność, jakości i stabilność surowca.
sosna | dąb | meranti | modrzew | eukaliptus |
2. Kontrolowane magazynowanie
Kantówka trafia do oddzielnego magazynu, w którym utrzymujemy stałe warunki klimatyczne. Wilgotność powietrza jest precyzyjnie regulowana tak, aby wilgotność drewna przez cały rok mieściła się w zakresie 11–13%, niezależnie od pory roku. Ten etap ma kluczowe znaczenie dla późniejszej stabilności wymiarowej okien.
 |  |  |
3. Struganie z dokładnością do 0,1 mm
Następnie materiał jest strugany do wymiarów z tolerancją ±0,1 mm. Tak wysoka precyzja jest niezbędna, aby po profilowaniu wszystkie elementy idealnie do siebie pasowały, co przekłada się na szczelność, estetykę i trwałość konstrukcji.
 |  |  |
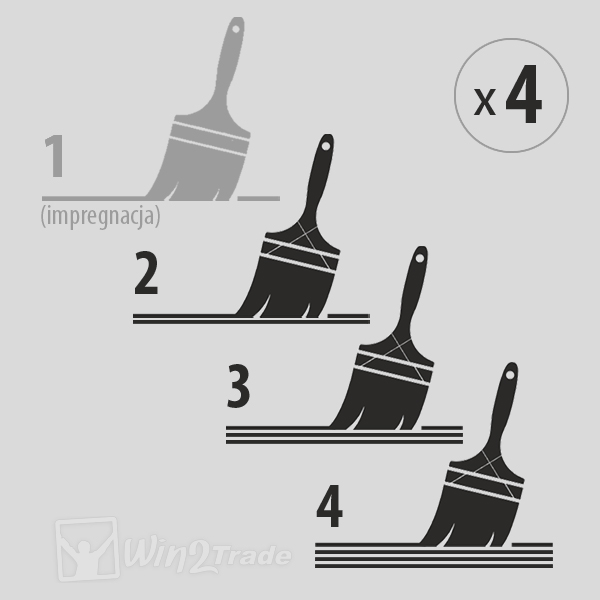
4. Impregnacja i stabilizacja drewna
Wyprofilowane elementy poddajemy pełnej impregnacji. Impregnat wnika w strukturę drewna na głębokość kilku milimetrów, wykorzystując jego naturalne właściwości higroskopijne. W wyniku tego procesu drewno „pracuje”, pęcznieje i stabilizuje swoją strukturę. Impregnację wykonuje się w celu:
– wzmocnienia struktury drewna i wydłużenia jego żywotność,
– przygotowania powierzchni do dalszych etapów wykończenia (np. lakierowania czy malowania),
– poprawy odporności materiału na czynniki zewnętrzne.
Impregnacja chroni drewno przed:
– wilgocią – ogranicza wchłanianie wody, co zapobiega pęcznieniu i pękaniu,
– grzybami i pleśnią – zapobiega rozwojowi mikroorganizmów niszczących drewno,
– owadami (szkodnikami drewna) – chroni przed np. kornikami,
– promieniowaniem UV – zmniejsza degradację i blaknięcie powierzchni,
– zmianami temperatury – ogranicza odkształcenia wynikające z pracy drewna.
Po impregnacji następuje kontrolowane suszenie, a na tym etapie uzupełniamy wszelkie naturalne wady drewna specjalistycznymi wypełniaczami – dobranymi do danego gatunku drewna. W przypadku elementów łączonych na mikrowczepy, miejsca połączeń również są precyzyjnie wykańczane.
5. Szlifowanie czterostronne
Kolejnym etapem jest czterostronne szlifowanie profili, którego celem jest idealne wyrównanie powierzchni i przygotowanie materiału do klejenia. Proces odbywa się maszynowo a powierzchnia profili po tym szlifowaniu jest wyjątkowo gładka – aksamitna.
 |  |  |
6. Klejenie konstrukcji – powstają ramy i skrzydła
Gotowe profile trafiają na stanowiska klejenia i do ścisków. Na tym etapie powstają kompletne ramy i skrzydła okienne. Otwory technologiczne są wzmacniane kołkami łączeniowymi, co zwiększa wytrzymałość całej konstrukcji. Następnie elementy przekazywane są do lakierni.
7. Wieloetapowe malowanie i kontrolowane suszenie
Malowanie stolarki odbywa się poprzez naniesienie metodą natryskową 3 warstw farby lub lakiero-bejcy. Każdą kolejną warstwę poprzedza odpowiednie przygotowanie podłoża:
1) warstwa podkładowa – wyrównuje powierzchnię, częściowo zamyka pory drewna, buduje pierwszą barierę ochronną. Po wyschnięciu tej warstwy wykonuje się delikatne szlifowanie.
2) warstwa wyrównująca – zwiększa grubość i trwałość powłoki, poprawia odporność na warunki atmosferyczne, dodatkowo wyrównuje powierzchnię. Przed nałożeniem kolejnej warstwy powierzchnie są zmatowione.
3) warstwa wykończeniowa – nadaje ostateczny wygląd (kolor, połysk), chroni przed promieniowaniem UV, deszczem i zmianami temperatury, odpowiada za odporność mechaniczną (zarysowania, ścieranie).
Dlaczego stosuje się kilka warstw?
Każda warstwa ma inne zadanie, dlatego jedna „gruba” warstwa nie zastąpi całego systemu. Dzięki temu:
– ochrona jest wielopoziomowa (od środka i od zewnątrz),
– powłoka jest trwalsza i bardziej elastyczna,
– okno lepiej znosi pracę drewna (rozszerzanie i kurczenie),
– uzyskuje się lepszy efekt wizualny.
Kluczowym elementem jest proces suszenia, który nie odbywa się przy użyciu wysokiej temperatury, lecz poprzez precyzyjnie sterowany nawiew powietrza o zmiennej wilgotności:
a. Bezpośrednio po natrysku stolarka trafia na kilka minut (2–4 min) do komory o wysokiej wilgotności, aby farba mogła się idealnie rozlać.
b. Następnie przechodzi przez cztery strefy suszenia o różnym poziomie wilgotności powietrza, co zapewnia prawidłowe wiązanie powłok i długotrwałą odporność wykończenia.
Cały proces malowania trwa około jednego dnia.
 |  |  |
8. Okuwanie, szklenie i wykończenie
Po zakończeniu lakierowania następuje:
+ montaż okuć,
+ szklenie,
+ szprosowanie (jeśli okno posiada szprosy naklejane).
 |  |  |
Każde okno przechodzi końcową kontrolę jakości oraz ewentualną kosmetykę detali.
9. Pakowanie i magazynowanie
Gotowe wyroby są pakowane zgodnie z zamówionym standardem zabezpieczenia i trafiają do magazynu wyrobów gotowych, skąd są przygotowywane do wysyłki.
 |  |  |






